
高い防錆・防腐力を発揮する、環境に配慮したクロムフリー高耐食金属表面処理です。
金属のメッキには現在も有害物質の六価クロムが使用されているものがあります。有害物質を問わず、木造建築に適した独自の金属表面処理技術の開発に取り組んできたBXカネシンは、2008年に「プロイズ」を、2015年に「プロイズ S」を開発しました。環境にやさしく、防錆力の高いクロムフリー高耐食金属表面処理技術が、木造建築の長寿命化に貢献しています。
プロイズとプロイズS
プロイズ
プロイズは、従来の防錆技術であるメッキのメカニズムと塗装技術を融合させ、単にメッキ処理後に塗装するのではなく、錆の発生を引き起こす物質を化学的に除去すると共に、耐食性薄膜皮膜を形成し、表層皮膜との密着性を高めることにより耐食性を向上させました。木造建築での使用を想定し、防腐防蟻処理木材との接触腐食、木酸を含む酸性木材との接触腐食、施工時に受ける傷等に対する防食性を高め、以下の表面処理と同等以上の性能を有しています。
※電気亜鉛めっき8μm+有色クロメート(JIS H 8610-1999 3級 Ep-Fe/Zn8/CM2)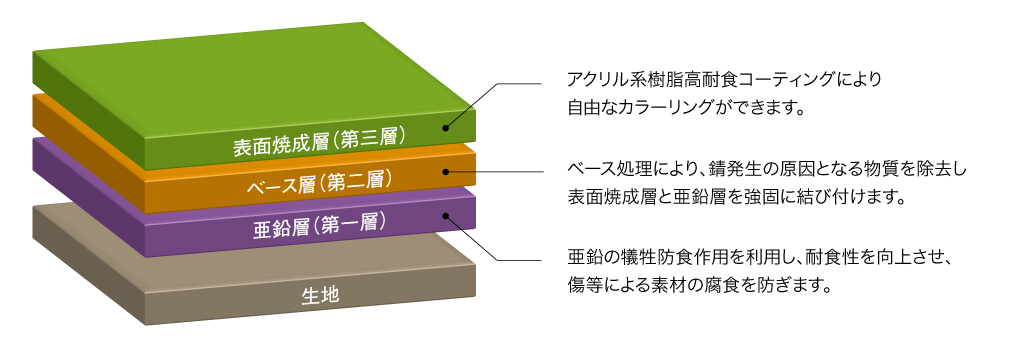
プロイズS
プロイズSは、プロイズ同様「環境にやさしく、木造建築に適した表面処理」という特長を持ちながら、表面処理加工の際に水質汚濁・土壌汚染のリスクを伴う化学薬品を使用しない最新の表面処理技術です。環境リスクをより低減させ、建築接合金物仕様に定められている以下の3種類の表面処理と同等以上の性能を有しています。
※電気亜鉛めっき8μm+有色クロメート(JIS H 8610-1999 3級 Ep-Fe/Zn8/CM2)※電気亜鉛めっき20μm+光沢クロメート(JIS H 8610-1999 5級 Ep-Fe/Zn20/CM1)
※溶融亜鉛めっき(JIS H 8641-2007 HDZ55)
処理工程
プロイズ
-
1. 処理開始
処理部材に処理の妨げとなる汚れ等ないか、目視にて確認する
-
2. 亜鉛メッキ処理 第一皮膜層
電気亜鉛めっきを5μm以上施すことにより第一皮膜層を形成する。
-
3. ベース処理 第二皮膜層
電気亜鉛めっき処理後に発生した塩基性炭酸亜鉛を除去し燐酸塩皮膜を形成する。
-
4. 乾燥
常温~80℃前後の温風にて乾燥する。
-
5. 表面焼成層 第三皮膜層
アクリル変性特殊樹脂を塗布し表面焼成層を形成する。
-
6. 焼付け乾燥
140±10℃で40分間乾燥する。
-
7. 完成
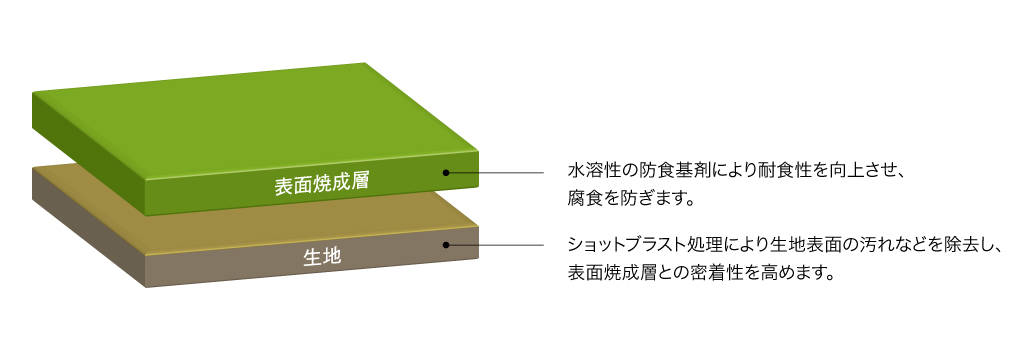
プロイズS
-
1. 処理開始
処理部材に処理の妨げとなる汚れ等ないか、目視にて確認する。
-
2. ショットブラスト処理
ショットブラストを施すことにより金属表面の汚れなどを除去し、加工面を梨地にすることで表面積を増加させ、表面焼成層と素材の結びつきを強化なものにする。
-
3. 表面焼成層
シリコン系樹脂をバインダーとして亜鉛・アルミを含んだ焼付皮膜を形成する。
-
4. 予備乾燥
100±10℃で10分間予備乾燥を行う。
-
5. 焼付け乾燥
320±10℃で20分間乾燥を行う。
-
6. 検査
外観及び密着性、膜厚検査を行う。
-
7. 完成
加工拠点
プロイズ、プロイズSの表面処理は、国内4拠点、海外3拠点で加工しています。
